
Page 29 - Plastics News April 2020
P. 29
Managing and controlling melt temperature
Charlie Martin being processed and is measured by the resulting melt
temperature.
Managing and controlling melt temperature and
degradation in a corotating compounding twin is critical The free volume in the process section is related to the
to achieve process optimization. For compounders, it OD/ID ratio, which is defined by dividing the outside
also greatly influences the ability of their molding and diameter (OD) by the inside diameter (ID) of each screw.
extrusion customers to make high-quality parts. Deeper screw flights result in more free volume and a
lower average shear rate, but with less torque, since
One might ask why it's crucial to manage Melt- there will be a smaller screw-shaft diameter.
Temperature in a Twin-Screw compounding extruder.
The answer lies in, the corotating, intermeshing twin- Asymmetrical splined shaft designs offer optimum
screw extruder (TSE) is power-transmission efficiency so that a smaller shaft
t h e c o m p o u n d i n g diameter can transmit higher torque than otherwise.
i n d u s t r y ' s m o s t This is accomplished by isolating the tangential force
prevalent device for vector transmitted from the shafts to the screws by the
continuous mixing of motor. The combination of higher torque, lower average
p o l y m e r s w i t h shear, and larger OD/ID ratio has proven beneficial for
additives and fillers many processes.
(Fig. 1).
In Leistritz nomenclature, the HP series has a 1.55/1
Exotic formulations that utilize atypical active OD/ID ratio and uses a symmetrical splined shaft design,
ingredients are also processed on this type of machine. and the MAXX series uses a 1.66/1 OD/ID ratio with an
Materials exposed to high shear and temperatures will asymmetrical splined shaft. Increasing the OD/ID ratio
degrade. Almost every product benefits by strategically increases the free volume by approximately 20%, along
managing how shear (and energy) is imparted to the with a higher torque rating.
materials being processed and is measured by the
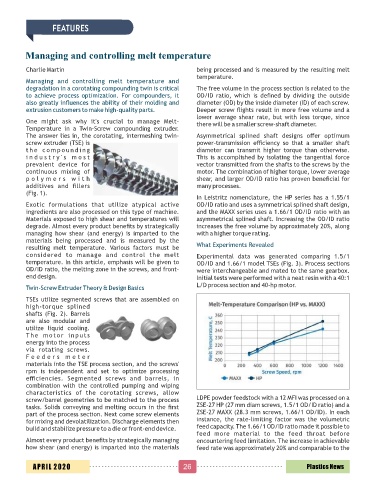
What Experiments Revealed
resulting melt temperature. Various factors must be
considered to manage and control the melt Experimental data was generated comparing 1.5/1
temperature. In this article, emphasis will be given to OD/ID and 1.66/1 model TSEs (Fig. 3). Process sections
OD/ID ratio, the melting zone in the screws, and front- were interchangeable and mated to the same gearbox.
end design. Initial tests were performed with a neat resin with a 40:1
L/D process section and 40-hp motor.
Twin-Screw Extruder Theory & Design Basics
TSEs utilize segmented screws that are assembled on
high-torque splined
shafts (Fig. 2). Barrels
are also modular and
utilize liquid cooling.
T h e m o t o r i n p u t s
energy into the process
via rotating screws.
F e e d e r s m e t e r
materials into the TSE process section, and the screws'
rpm is independent and set to optimize processing
efficiencies. Segmented screws and barrels, in
combination with the controlled pumping and wiping
characteristics of the corotating screws, allow
screw/barrel geometries to be matched to the process LDPE powder feedstock with a 12 MFI was processed on a
tasks. Solids conveying and melting occurs in the first ZSE-27 HP (27 mm diam screws, 1.5/1 OD/ID ratio) and a
part of the process section. Next come screw elements ZSE-27 MAXX (28.3 mm screws, 1.66/1 OD/ID). In each
for mixing and devolatilization. Discharge elements then instance, the rate-limiting factor was the volumetric
build and stabilize pressure to a die or front-end device. feed capacity. The 1.66/1 OD/ID ratio made it possible to
feed more material to the feed throat before
Almost every product benefits by strategically managing encountering feed limitation. The increase in achievable
how shear (and energy) is imparted into the materials feed rate was approximately 20% and comparable to the
APRIL 2020 26 Plastics News