
Page 32 - Plastics News December2018
P. 32
FEATURES
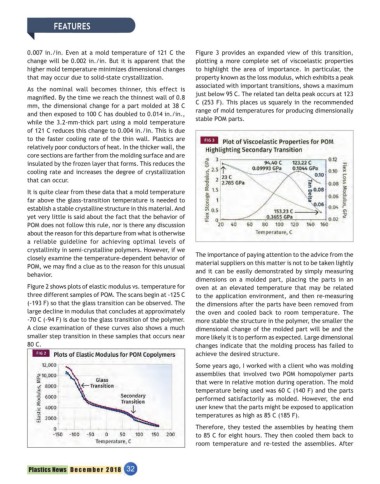
0.007 in./in. Even at a mold temperature of 121 C the Figure 3 provides an expanded view of this transition,
change will be 0.002 in./in. But it is apparent that the plotting a more complete set of viscoelastic properties
higher mold temperature minimizes dimensional changes to highlight the area of importance. In particular, the
that may occur due to solid-state crystallization. property known as the loss modulus, which exhibits a peak
associated with important transitions, shows a maximum
As the nominal wall becomes thinner, this effect is
magnified. By the time we reach the thinnest wall of 0.8 just below 95 C. The related tan delta peak occurs at 123
mm, the dimensional change for a part molded at 38 C C (253 F). This places us squarely in the recommended
and then exposed to 100 C has doubled to 0.014 in./in., range of mold temperatures for producing dimensionally
while the 3.2-mm-thick part using a mold temperature stable POM parts.
of 121 C reduces this change to 0.004 in./in. This is due
to the faster cooling rate of the thin wall. Plastics are
relatively poor conductors of heat. In the thicker wall, the
core sections are farther from the molding surface and are
insulated by the frozen layer that forms. This reduces the
cooling rate and increases the degree of crystallization
that can occur.
It is quite clear from these data that a mold temperature
far above the glass-transition temperature is needed to
establish a stable crystalline structure in this material. And
yet very little is said about the fact that the behavior of
POM does not follow this rule, nor is there any discussion
about the reason for this departure from what is otherwise
a reliable guideline for achieving optimal levels of
crystallinity in semi-crystalline polymers. However, if we
closely examine the temperature-dependent behavior of The importance of paying attention to the advice from the
POM, we may find a clue as to the reason for this unusual material suppliers on this matter is not to be taken lightly
behavior. and it can be easily demonstrated by simply measuring
dimensions on a molded part, placing the parts in an
Figure 2 shows plots of elastic modulus vs. temperature for oven at an elevated temperature that may be related
three different samples of POM. The scans begin at -125 C to the application environment, and then re-measuring
(-193 F) so that the glass transition can be observed. The the dimensions after the parts have been removed from
large decline in modulus that concludes at approximately the oven and cooled back to room temperature. The
-70 C (-94 F) is due to the glass transition of the polymer. more stable the structure in the polymer, the smaller the
A close examination of these curves also shows a much dimensional change of the molded part will be and the
smaller step transition in these samples that occurs near more likely it is to perform as expected. Large dimensional
80 C. changes indicate that the molding process has failed to
achieve the desired structure.
Some years ago, I worked with a client who was molding
assemblies that involved two POM homopolymer parts
that were in relative motion during operation. The mold
temperature being used was 60 C (140 F) and the parts
performed satisfactorily as molded. However, the end
user knew that the parts might be exposed to application
temperatures as high as 85 C (185 F).
Therefore, they tested the assemblies by heating them
to 85 C for eight hours. They then cooled them back to
room temperature and re-tested the assemblies. After
Plastics News December 2018 32