
Page 32 - Plastics News April 2019
P. 32
Thermogravimetric Analysis (TGA)
In order to compare the degradation profile of the two samples, thermogravimetric analysis (TGA) was carried out using a
TA Instruments Q500 instrument. Approximately 15 mg of sample was placed in a tared platinum TGA pan and heated
from 30°C to 900°C at 10°C per minute in an atmosphere of air. The inset Figure shows the TGA curves that were
recorded for this pair of samples.
The degradation profiles and the amount of inorganic residue were compared between the two samples. No significant
differences were noted between the two samples.
A different thermal degradation profile would have indicated a substantially different polymer or additive package. If a
different degradation profile had been observed, chemical identification of the base polymer followed by an analysis of the
stabilizer package would have been performed. Analytical methods employed would include Fourier transform infrared
(FTIR) spectroscopy and nuclear magnetic resonance (NMR) spectroscopy.
A difference in inorganic residue content would have indicated a difference in the amount or type of filler that was
FeAtures
compounded into the thermoplastic elastomer resin. If a significant difference in inorganic residue content had been
observed then the chemical composition, concentration, and the physical characteristics of the filler would have been
documented. Scanning electron microscopy (SEM) coupled with energy dispersive X-ray spectroscopy (EDS) provides
this additional data, together with digital optical microscopy (OM).
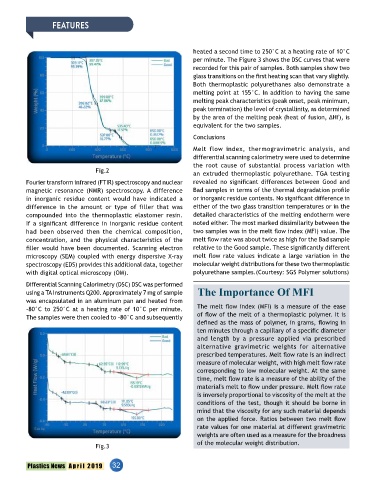
heated a second time to 250°C at a heating rate of 10°C
per minute. The Figure 3 shows the DSC curves that were
recorded for this pair of samples. Both samples show two
glass transitions on the first heating scan that vary slightly.
Both thermoplastic polyurethanes also demonstrate a
melting point at 155°C. In addition to having the same
melting peak characteristics (peak onset, peak minimum,
peak termination) the level of crystallinity, as determined
by the area of the melting peak (heat of fusion, ΔHf), is
equivalent for the two samples.
Conclusions
Melt flow index, thermogravimetric analysis, and
differential scanning calorimetry were used to determine
Fig.2 the root cause of substantial process variation with
an extruded thermoplastic polyurethane. TGA testing
Fourier transform infrared (FTIR) spectroscopy and nuclear revealed no significant differences between Good and
Bad samples in terms of the thermal degradation profile
magnetic resonance (NMR) spectroscopy. A difference
in inorganic residue content would have indicated a or inorganic residue contents. No significant difference in
difference in the amount or type of filler that was either of the two glass transition temperatures or in the
Page 2 of 3
compounded into the thermoplastic elastomer resin. detailed characteristics of the melting endotherm were
If a significant difference in inorganic residue content noted either. The most marked dissimilarity between the
had been observed then the chemical composition, two samples was in the melt flow index (MFI) value. The
concentration, and the physical characteristics of the melt flow rate was about twice as high for the Bad sample
filler would have been documented. Scanning electron relative to the Good sample. These significantly different
microscopy (SEM) coupled with energy dispersive X-ray melt flow rate values indicate a large variation in the
spectroscopy (EDS) provides this additional data, together molecular weight distributions for these two thermoplastic
with digital optical microscopy (OM). polyurethane samples.(Courtesy: SGS Polymer solutions)
Differential Scanning Calorimetry (DSC)
DSC was performed using a TA Instruments Q200. Approximately 7 mg of sample was encapsulated in an aluminum pan
Differential Scanning Calorimetry (DSC) DSC was performed
The Importance Of MFI
and heated from -80°C to 250°C at a heating rate of 10°C per minute. The samples were then cooled to -80°C and
using a TA Instruments Q200. Approximately 7 mg of sample
subsequently heated a second time to 250°C at a heating rate of 10°C per minute. The inset Figure shows the DSC
curves that were recorded for this pair of samples.
was encapsulated in an aluminum pan and heated from
Both samples show two glass transitions on the first heating scan that vary slightly. Both thermoplastic polyurethanes
The
also demonstrate a melting point at 155°C. In addition to having the same melting peak characteristics (peak onset, peak melt flow index (MFI) is a measure of the ease
-80°C to 250°C at a heating rate of 10°C per minute.
minimum, peak termination) the level of crystallinity, as determined by the area of the melting peak (heat of fusion, ΔH f), is
of flow of the melt of a thermoplastic polymer. It is
The samples were then cooled to -80°C and subsequently
equivalent for the two samples.
defined as the mass of polymer, in grams, flowing in
ten minutes through a capillary of a specific diameter
and length by a pressure applied via prescribed
alternative gravimetric weights for alternative
prescribed temperatures. Melt flow rate is an indirect
measure of molecular weight, with high melt flow rate
corresponding to low molecular weight. At the same
time, melt flow rate is a measure of the ability of the
material's melt to flow under pressure. Melt flow rate
is inversely proportional to viscosity of the melt at the
conditions of the test, though it should be borne in
mind that the viscosity for any such material depends
on the applied force. Ratios between two melt flow
rate values for one material at different gravimetric
weights are often used as a measure for the broadness
of the molecular weight distribution.
Conclusions Fig.3
Melt flow index, thermogravimetric analysis, and differential scanning
calorimetry were used to determine the root cause of substantial process
variation with an extruded thermoplastic polyurethane. TGA testing revealed
32
Plastics News April 2019
no significant differences between Good and Bad samples in terms of the
thermal degradation profile or inorganic residue contents. No significant
difference in either of the two glass transition temperatures or in the detailed
characteristics of the melting endotherm were noted either. The most marked
dissimilarity between the two samples was in the melt flow index (MFI) value.
The melt flow rate was about twice as high for the Bad sample relative to the
Good sample. These significantly different melt flow rate values indicate a
large variation in the molecular weight distributions for these two
thermoplastic polyurethane samples.
Page 3 of 3