
Page 28 - Plastics News May 2021
P. 28
FeAtures
is necessary to develop relatively square corners, both
inside and out. The size of relief will vary with the polymer
viscosity and the pressure drop in the leg.
Fortunately, there are now a number of very good
simulation programs to assist in die design, saving
hundreds of hours in calculating all the variables in
a complex profile. But the important point is that
the internal die design is not likely to mimic the final
profile shape, except very near the exit, and there is
no sliding/shaping like with a liquid in a shaped orifice.
Even though you may not design your own dies, having a
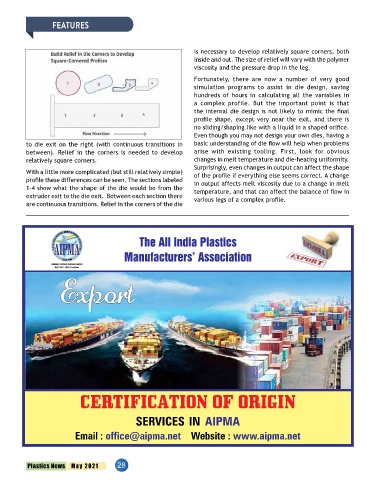
to die exit on the right (with continuous transitions in basic understanding of die flow will help when problems
between). Relief in the corners is needed to develop arise with existing tooling. First, look for obvious
relatively square corners. changes in melt temperature and die-heating uniformity.
Surprisingly, even changes in output can affect the shape
With a little more complicated (but still relatively simple) of the profile if everything else seems correct. A change
profile these differences can be seen. The sections labeled in output affects melt viscosity due to a change in melt
1-4 show what the shape of the die would be from the temperature, and that can affect the balance of flow in
extruder exit to the die exit. Between each section there various legs of a complex profile.
are continuous transitions. Relief in the corners of the die
Plastics News May 2021 28