
Page 64 - Plastics News September 2024
P. 64
TECHNOLOGY NEWS
Therefore, any parameter related to heat should out in every direction. So if a side of the mold
be checked out: (for example a core) is hotter, you may want to
increase water temperature in the other side of
Mold temperature.
the mold, to balance the response of the part.
Melt temperature or heat coming out from shear Finally, remember that the part will always warp
effects in the injection molding machine should in the direction of the hotter mold-half. So it will
all be minimized.
actually point out the half that needs to be heat-
Also, allowing for the part to cool constrained ed up.
within the mold by increasing the ejection time As for flow-induced stresses, they tend to in-
helps with relaxation and therefore reduces the crease with larger flow-lengths and with larger
need for the molecules to “bounce back” and gradients in temperature between the injection
shrink right after molding.
gate and the end of the filling pattern. Increasing
Molded Flat, Staying Flat injection speed and mold temperature may help
with this.
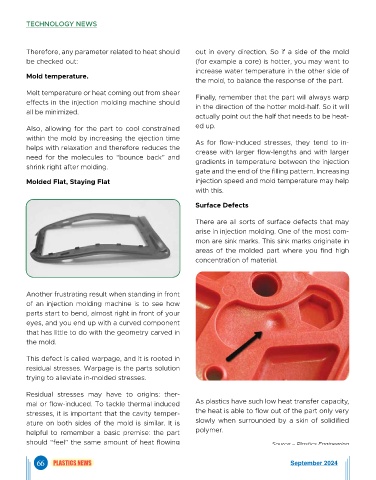
Surface Defects
There are all sorts of surface defects that may
arise in injection molding. One of the most com-
mon are sink marks. This sink marks originate in
areas of the molded part where you find high
concentration of material.
Another frustrating result when standing in front
of an injection molding machine is to see how
parts start to bend, almost right in front of your
eyes, and you end up with a curved component
that has little to do with the geometry carved in
the mold.
This defect is called warpage, and it is rooted in
residual stresses. Warpage is the parts solution
trying to alleviate in-molded stresses.
Residual stresses may have to origins: ther-
mal or flow-induced. To tackle thermal induced As plastics have such low heat transfer capacity,
stresses, it is important that the cavity temper- the heat is able to flow out of the part only very
ature on both sides of the mold is similar. It is slowly when surrounded by a skin of solidified
helpful to remember a basic premise: the part polymer.
should “feel” the same amount of heat flowing Source – Plastics Engineering
64 66 PL September 2024
PLASTICS NEWSASTICS NEWS
September 2024